




Газовая рампа коллектор
Когда слышишь ?газовая рампа коллектор?, многие представляют себе банальную гребёнку — собрал трубки, нарезал резьбу, подключил. На деле, это один из тех узлов в системах газоснабжения чистых помещений, где мелочей не бывает. Ошибка в выборе материала, конфигурации или даже в способе опрессовки может аукнуться не просто утечкой, а полным сбоем технологического цикла. Я не раз сталкивался, когда заказчик, пытаясь сэкономить, ставил на критическую линию что-то кустарное, а потом месяцами искал причину фонового загрязнения среды. Вот об этих нюансах, которые в каталогах не пишут, и хочется порассуждать.
От чертежа до стенда: где кроется главный подвох
Конструктивно, газовая рампа коллектор — это распределительный узел. Берётся магистральная линия, например, от централизованной системы подачи азота или аргона, и от неё делаются отводы к нескольким точкам потребления — сварочным постам, аналитическим приборам, зонам напыления. Казалось бы, всё просто. Но первый камень преткновения — это материал. Для чистых помещений категорически не годится обычная углеродистая сталь, даже если она красиво покрашена. Внутренняя поверхность должна быть идеально пассивной. Мы используем нержавеющую сталь марки 316L, причём с электрополировкой внутреннего канала. Это не прихоть, а необходимость: шероховатость поверхности — это место для накопления микронных частиц и возможного очага коррозии, которая загрязнит весь газовый тракт.
Второй момент — это тип соединений. Резьбовые соединения VCR или феррулированные — это классика. Но здесь важно не перетянуть. Сильно зажатый фитинг может ?повести? сам коллектор, создать внутренние напряжения. Я видел случай на одном из заводов по производству микроэлектроники: после монтажа рампу опрессовали, течь не обнаружили, но через полгода эксплуатации на одном из сварных швов (которые, кстати, должны выполняться в среде аргона) пошла трещина. Причина — локальное напряжение из-за перекрученного фитинга на соседнем отводе. Пришлось останавливать целую линию.
И третий подвох — это конфигурация. Прямая гребёнка — не всегда оптимальна. Если точки отбора находятся на разной высоте или на значительном удалении, лучше проектировать рампу с небольшими петлями-компенсаторами. Они не дают термическим деформациям (а газ при подаче может менять температуру) передавать механические нагрузки на чувствительные точки — те же самые клапаны или регуляторы давления. Один наш проект для фармацевтического комплекса как раз потребовал такой Z-образной конструкции, чтобы обойти несущую колонну и при этом сохранить гидравлическое сопротивление на всех отводах примерно одинаковым.
Монтаж в ?чистой зоне?: история одного прокола
Теория — это одно, а монтаж в условиях действующего чистого помещения — это отдельная песня. Помню, мы поставляли комплексную систему, включая газовые рампы коллекторы, для линии фасовки инъекционных препаратов. Помещение уже было сертифицировано под класс ISO 7. Задача — врезаться в существующую магистраль и смонтировать новый узел без нарушения класса чистоты.
Всё было подготовлено: рампы от ООО Холдинговая Группа Сюнчжоу (их сайт — https://www.xiongzhou.ru — я часто смотрю, у них хороший раздел по совместимости материалов) пришли упакованные в двойную чистую упаковку, с сертификатами на чистоту поверхности. Но на месте возникла проблема: у заказчика был свой регламент монтажа, требующий продувки линии после каждой операции. А наш проект не предусматривал временных байпасных линий для такой продувки. Пришлось импровизировать на месте: соорудили временный контур из чистых пластиковых шлангов с фильтрами тонкой очистки на выходе, чтобы отводить газ за пределы чистой зоны во время продувки. Это добавило полдня работы, но сохранило параметры среды.
Этот случай — урок. Теперь, обсуждая проект, я всегда уточняю не только технические характеристики рампы, но и процедуру ввода её в эксплуатацию на объекте заказчика. Лучше потратить час на согласование методики, чем потом в авральном порядке искать решения, рискуя сорвать сроки.
Кстати, о ООО Холдинговая Группа Сюнчжоу. Они позиционируют себя как производитель панелей, дверей и шлюзов для чистых помещений, но их компетенция в смежных узлах, типа газовых систем, тоже растёт. Я оценил, что они предлагают рампы в комплекте с крепёжными кронштейнами, которые спроектированы под их же стеновые панели. Это мелочь, но она экономит время монтажников — не нужно подбирать крепёж и сверлить лишние отверстия, рискуя нарушить целостность обшивки.
Давление, поток и ?молчание? системы
Работа газовой рампы коллектора оценивается не только по отсутствию течей. Ключевой параметр — стабильность давления на каждом отводе при переменном расходе. Представьте: включились два сварочных поста одновременно, а третий в это момент только закрыл клапан. В хорошо спроектированной рампе скачки давления на соседних отводах будут минимальными. В плохой — может возникнуть ситуация, когда на одном приборе давление просело, и он выдал ошибку.
Чтобы этого избежать, диаметр магистрального канала в коллекторе должен быть заведомо больше, чем диаметр отводов. Эмпирическое правило, которым я пользуюсь: если отводы на 1/2', то магистраль должна быть минимум 3/4', а лучше 1'. И длина свободного участка магистрали до первого отвода тоже играет роль — это своего рода демпфер. Однажды пришлось переделывать готовую рампу, просто наварив удлинитель на входной патрубок. Помогло.
Ещё один аспект — шум. Быстрый клапан, резко перекрывающий поток на одном из отводов, может создать гидроудар. В системе сжатого воздуха это выражается в хлопке, в инертной газовой системе — в менее заметной, но всё же вредной вибрации. Иногда имеет смысл ставить на рампу миниатюрные гасители пульсаций или, как минимум, крепить её к конструкции через виброизолирующие прокладки. В лабораториях с высокоточными аналитическими приборами это критически важно.
Валидация и документы: чем больше проверок, тем крепче сон
После монтажа начинается самая нервная часть — валидация. Особенно для объектов в фармацевтике или микроэлектронике. Газовая рампа коллектор здесь проходит не просто опрессовку мыльным раствором. Нужен тест на герметичность гелием, анализ частиц в выходящем потоке (для этого есть специальные пробоотборники), а иногда и проверка на остаточное содержание влаги или кислорода.
У нас был почти провальный проект, когда все механические тесты рампы прошли на ?отлично?, но анализ газа после неё показал повышенное содержание микронных частиц. Искали причину неделю. Оказалось, проблема была не в рампе, а в новом баллоне-испарителе, стоящем выше по потоку. Его внутренняя поверхность была некачественно обработана, и поток газа ?выдувал? оттуда окалину. Но так как проба отбиралась после рампы, винили сначала её. С тех пор я всегда настаиваю на поэтапной проверке всей трассы, а не только узла.
Документация — это отдельная история. К каждой рампе должен идти полный паспорт: сертификат на материал, акт электрополировки (с указанием Ra), протоколы чистоты упаковки, акт опрессовки и, если требуется, сертификат ISO. Без этого пакета сдавать объект серьёзному заказчику бесполезно. Компании вроде ООО Холдинговая Группа Сюнчжоу это понимают и обычно комплектуют свои изделия необходимым минимумом документов, что сильно упрощает жизнь инженеру на объекте.
Взгляд вперёд: интеграция и ?умные? системы
Сейчас тренд — это интеграция газовых систем в общую систему управления инженерными сетями здания. Газовая рампа коллектор перестаёт быть глухим железным узлом. На неё начинают ставить датчики давления в каждой ветке, датчики расхода, электромагнитные клапаны с дистанционным управлением. Это позволяет дистанционно мониторить расход газа по участкам, оперативно отключать аварийные линии и даже прогнозировать необходимость обслуживания.
Для производителей это вызов. Нужно предусматривать на корпусе рампы посадочные места под сенсоры, организовывать кабельные вводы, думать о совместимости с промышленными протоколами связи. Пока что это чаще делается штучно, под конкретный проект. Но скоро, думаю, появятся типовые ?интеллектуальные? рампы-коллекторы как готовое решение.
При этом нельзя забывать про основы. Сколько бы датчиков ни было навешано, если внутренний канал шероховатый или сварной шов выполнен с прожогом, вся система будет нестабильной. Технологии меняются, но физика потока газа и требования чистоты остаются незыблемыми. Поэтому, выбирая или проектируя газовую рампу коллектор, всегда нужно возвращаться к базовым принципам: материал, чистота поверхности, гидравлический расчёт и качество исполнения. Всё остальное — надстройка.
В общем, опыт подсказывает, что эта, казалось бы, простая деталь — настоящий лакмус для профессионализма монтажной организации и требовательности заказчика. Сделал правильно — и она будет работать годами, забытая в углу технического пространства. Сэкономил или накосячил — и она станет головной болью на все времена эксплуатации.
Соответствующая продукция
Соответствующая продукция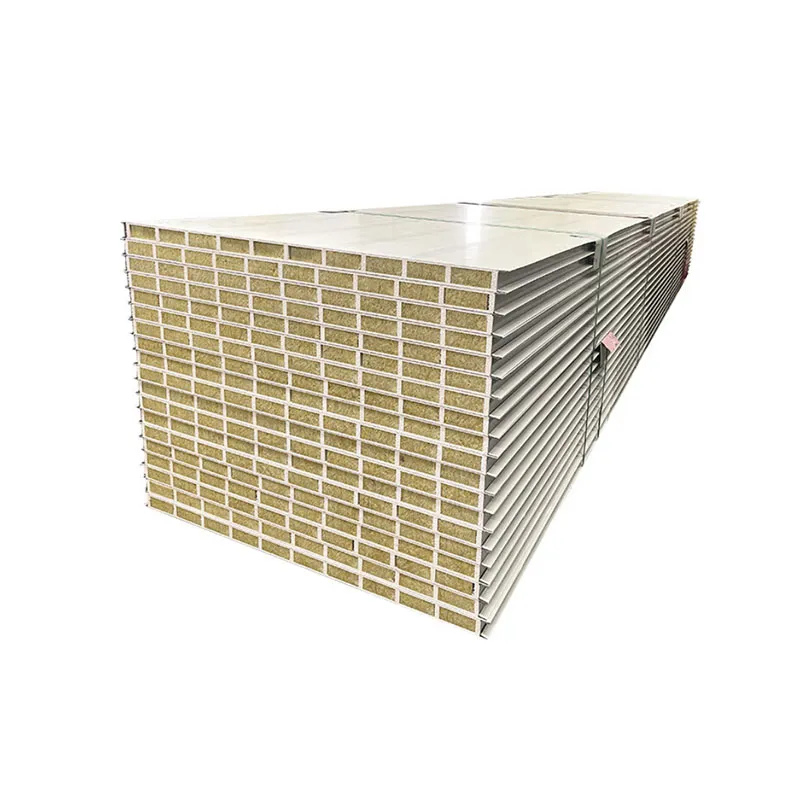





Самые продаваемые продукты
Самые продаваемые продукты-
 Панель из сульфата магния ручного производства
Панель из сульфата магния ручного производства -
 Фильтр средней эффективности
Фильтр средней эффективности -
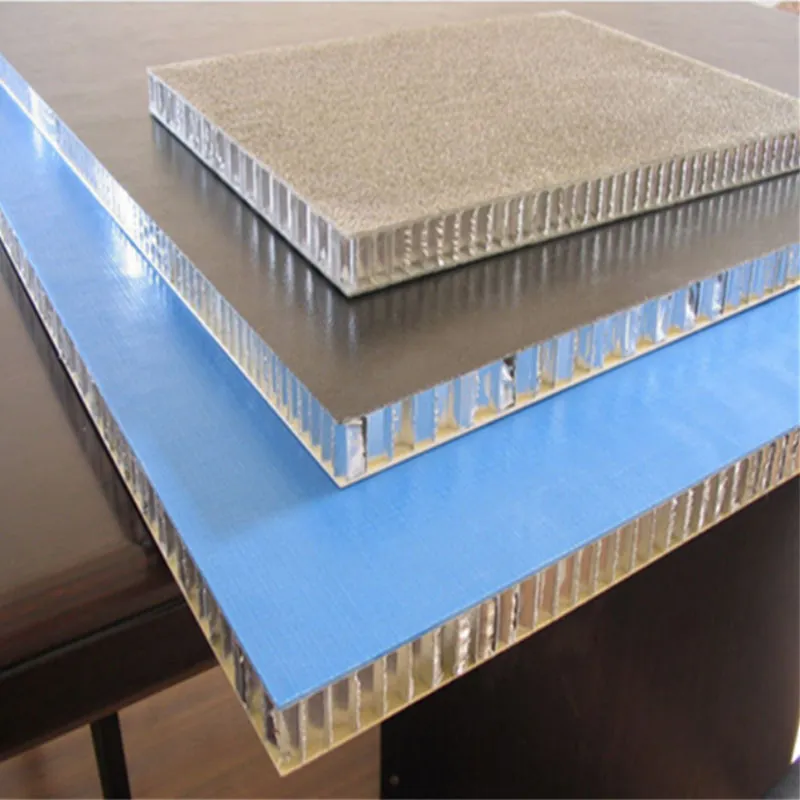 Сэндвич-панель с композитным сердечником из бумажных сот механического производства
Сэндвич-панель с композитным сердечником из бумажных сот механического производства -
 Механически герметизированное высокоэффективное воздухораспределительное устройство
Механически герметизированное высокоэффективное воздухораспределительное устройство -
 Шкаф клапанов
Шкаф клапанов -
 Распределительная рампа
Распределительная рампа -
 Плоский светильник для чистых помещений
Плоский светильник для чистых помещений -
 Фильтр грубой очистки
Фильтр грубой очистки -
 Газовый сигнализатор давления
Газовый сигнализатор давления -
 Передаточное окно
Передаточное окно -
 Санитарная раковина
Санитарная раковина -
 Ванна для мытья загрязненного инструмента
Ванна для мытья загрязненного инструмента
Связанный поиск
Связанный поиск- вытяжка для кухни из нержавеющей стали
- консоль медицинская однорядная настенная
- Двухстворчатый шкаф-локер из нержавеющей стали
- Механически изготовленная сэндвич панель с комбинированным сердечником из полого магнезитового стекла и каменной ваты
- манометр 60 мм
- Механически изготовленная сэндвич панель с сердечником из каменной ваты
- манометр с гайкой
- Дезинфекционная ванна из нержавеющей стали
- Система сигнализации коробки клапанов со светозвуковым оповещением
- Система сигнализации коробки клапанов манометра газа