




зонд для вытяжки из нержавеющей стали
Когда слышишь ?зонд для вытяжки из нержавеющей стали?, первое, что приходит в голову — это просто труба. Но на практике, особенно в контексте чистых помещений, разница между ?просто трубой? и инженерным компонентом огромна. Многие заказчики, да и некоторые коллеги, ошибочно полагают, что главное — это марка стали AISI 304 или 316. Безусловно, коррозионная стойкость критична, но если упустить из виду качество сварного шва, чистоту поверхности после полировки или, что еще тоньше, конструкцию крепления к потолку или стене — все преимущества нержавейки сведутся на нет. Я не раз видел, как внешне безупречный зонд начинал ?плакать? конденсатом на стыках или становился источником вибрации из-за резонанса с вентиляционной системой. Вот об этих нюансах, которые не пишут в глянцевых каталогах, и стоит поговорить.
Не просто труба: конструкция и материалы
Возьмем, к примеру, стандартный зонд для забора воздуха в фармацевтическом производстве. Казалось бы, что тут сложного? Труба диаметром 100-150 мм с фланцем. Но давайте копнем глубже. Толщина стенки. Если взять слишком тонкую — при монтаже или чистке её может повести, геометрия нарушится, а это прямой путь к турбулентности потока, которую в чистых помещениях стараются избегать. Слишком толстая — неоправданный вес, нагрузка на подвесы, да и стоимость. На своем опыте, для большинства задач в биоклассах B и C оптимальна толщина 1.5-2 мм. Этого достаточно для жесткости, но без перебора.
А теперь про сварку. Аргонодуговая сварка (TIG) — это must-have. Но и здесь есть подводные камни. Шов должен быть не просто прочным, а внутренне гладким, без раковин и подрезов. Эти микроскопические дефекты — идеальные ловушки для частиц и микроорганизмов. После сварки обязательна зачистка и пассивация. Я помню один проект, где на этапе валидации в смывах с внутренней поверхности зонда нашли превышение по микробиологии. Причина — экономия на пассивации. Пришлось демонтировать и переделывать всю систему вытяжки, что вылилось в простой и огромные штрафы. Дорогой урок.
И про крепления. Часто их рассматривают как вспомогательную мелочь. Зря. Неправильно рассчитанный кронштейн или не тот тип виброизолятора может передавать вибрацию от вентилятора на всю конструкцию зонда. В одном из цехов по производству микроэлектроники такая вибрация вызывала фоновый шум и, что хуже, постепенное ослабление заклепочных соединений. Решили переходом на подвесы с резиновыми демпферами и изменением точек крепления. Мелочь? Нет, часть системы.
Интеграция в общую систему: монтаж и валидация
Монтаж — это момент истины. Можно иметь идеально изготовленный на заводе зонд для вытяжки из нержавеющей стали, но испортить всё на этапе установки. Самая частая ошибка — неправильная центровка и соосность при подключении к воздуховоду. Перекос даже в пару градусов создает сопротивление потоку, шум и, опять же, вибрацию. Монтажники должны понимать, что работают не с обычной вентиляцией, а с прецизионной системой. Здесь нужны не только гаечные ключи, но и лазерный нивелир.
После монтажа идет этап чистки. И тут многие удивляются: зачем чистить то, что и так из нержавейки? Дело в том, что после транспортировки и монтажа на поверхности остаются следы масел, пыль, металлическая стружка. Стандартная процедура — очистка спиртосодержащими растворами и деионизированной водой. Важный момент — нельзя использовать абразивные или хлорсодержащие средства, они могут повредить пассивный слой на стали.
И, наконец, валидация. Зонд — часть системы вентиляции, поэтому его проверяют в рамках испытаний воздушных потоков (Airflow Visualization Test, он же тест дымом) и проб воздуха на чистоту. Критически важно, чтобы в зоне забора, прямо у среза зонда, не было застойных зон или обратных токов. Я участвовал в приемке объекта, где из-за неудачного расположения зонда относительно технологического оборудования образовывался ?карман?, где скапливался аэрозоль. Проблему решили не заменой зонда, а установкой дополнительного направляющего кожуха — дешевле и быстрее.
Связь с другими компонентами чистых помещений
Работая над проектами, понимаешь, что ни один компонент не существует сам по себе. Зонд для вытяжки — это лишь один элемент в цепи, куда входят и сами панели чистого помещения, и герметичные двери, и шлюзы. Например, если в помещении не поддерживается стабильное отрицательное давление относительно коридора (за что отвечают двери и шлюзы), то даже идеально спроектированная вытяжка не справится с удержанием загрязнений. Все должно работать как один механизм.
В этом контексте мне импонирует подход компаний, которые производят полный цикл компонентов. Когда и панели, и двери, и инженерные системы, включая воздуховоды и зонды, проектируются и изготавливаются в единой логике. Это минимизирует риски нестыковок на объекте. К примеру, ООО Холдинговая Группа Сюнчжоу как раз из таких. Они профессионально производят различные типы панелей, дверей, окон для чистых помещений и шлюзов-самоочисток. Когда все ключевые элементы, от ограждающих конструкций до вытяжных зондов из нержавеющей стали, делаются с учетом взаимного монтажа и общих стандартов чистоты — это серьезно упрощает жизнь и монтажникам, и будущим эксплуатантам. Риск получить ?кота в мешке? из-за несовместимости компонентов от разных поставщиков снижается.
Конкретно по зондам: в таких интегрированных решениях часто заранее предусмотрены унифицированные крепления, совместимые с их же панельными системами, и типовые чертежи узлов примыкания. Это экономит уйму времени на стройплощадке. Не нужно что-то дорабатывать ?болгаркой? на месте, нарушая защитное покрытие.
Цена вопроса и типичные компромиссы
Всегда стоит вопрос стоимости. Самый дешевый зонд из нержавеющей стали — это, как правило, изделие с грубой полировкой, без внутренней пассивации и с кондовыми, тяжелыми фланцами. Его можно ставить в подсобных технических зонах, где требования по чистоте невысоки. Но для активной зоны чистого помещения это не вариант.
Где идут на компромиссы чаще всего? На фитингах и фланцах. Иногда предлагают вместо цельносварного фланца наборной на хомутах. Для статичных систем, может, и пройдет, но если есть хоть малейшая вибрация — соединение может ?дышать?, нарушая герметичность. Еще один момент — полировка. Зеркальная (Electropolish) дорога, но ее антиадгезионные свойства того стоят для критичных применений. Часто выбирают матовую механическую полировку (Grade #4), это хороший баланс цены и качества для большинства задач.
Самый болезненный компромисс, который я видел — попытка сэкономить на проектировании. Зонды размещали ?как получится?, а не на основе расчетов воздушных потоков (CFD-моделирование). В итоге система формально работала, но эффективность вытяжки в разных точках помещения различалась в разы. Переделка обошлась дороже, чем изначальный грамотный расчет. Вывод: экономить нужно с умом, и не на ключевых для функционала деталях.
Взгляд в будущее: тенденции и личные наблюдения
Что меняется? Во-первых, запрос на более гибкие, модульные решения. Не монолитные трубы, а сборные системы из стандартных секций зондов и воздуховодов, которые можно быстро перенастроить под изменение планировки чистого помещения. Это особенно актуально для НИОКР-центров и pilot-производств.
Во-вторых, все больше внимания к простоте обслуживания и чистки. Появляются конструкции со съемными крышками или технологическими лючками для инспекции и очистки внутренней полости без демонтажа. Это, безусловно, усложняет и удорожает изготовление, но сильно снижает эксплуатационные расходы в долгосрочной перспективе.
И последнее, о чем редко говорят, но с чем сталкиваешься на практике — это документация. Качественный зонд от серьезного производителя всегда идет с паспортом, где указаны марка материала, результаты испытаний на химический состав стали, сертификат на сварку. Это не бюрократия, а страховка. Когда приходит аудит от регулятора (например, Росздравнадзора для фармы) или заказчика, наличие этих бумаг снимает массу вопросов. В нашей области доверие строится не только на словах, но и на подтвержденных деталях. И именно в деталях, вроде того самого зонда для вытяжки, часто и кроется разница между успешным проектом и проблемным.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Ванна для мытья загрязненного инструмента
Ванна для мытья загрязненного инструмента -
 Газовый сигнализатор давления
Газовый сигнализатор давления -
 Раковина из нержавеющей стали
Раковина из нержавеющей стали -
 Сэндвич-панель с сердечником из пенополистирола механического производства
Сэндвич-панель с сердечником из пенополистирола механического производства -
 Сэндвич-панель из окрашенной стали с сердечником из сульфата магния механического производства
Сэндвич-панель из окрашенной стали с сердечником из сульфата магния механического производства -
 Чистая окрашенная стальная панель с сердечником из магнезиального стекла и каменной ваты ручного производства
Чистая окрашенная стальная панель с сердечником из магнезиального стекла и каменной ваты ручного производства -
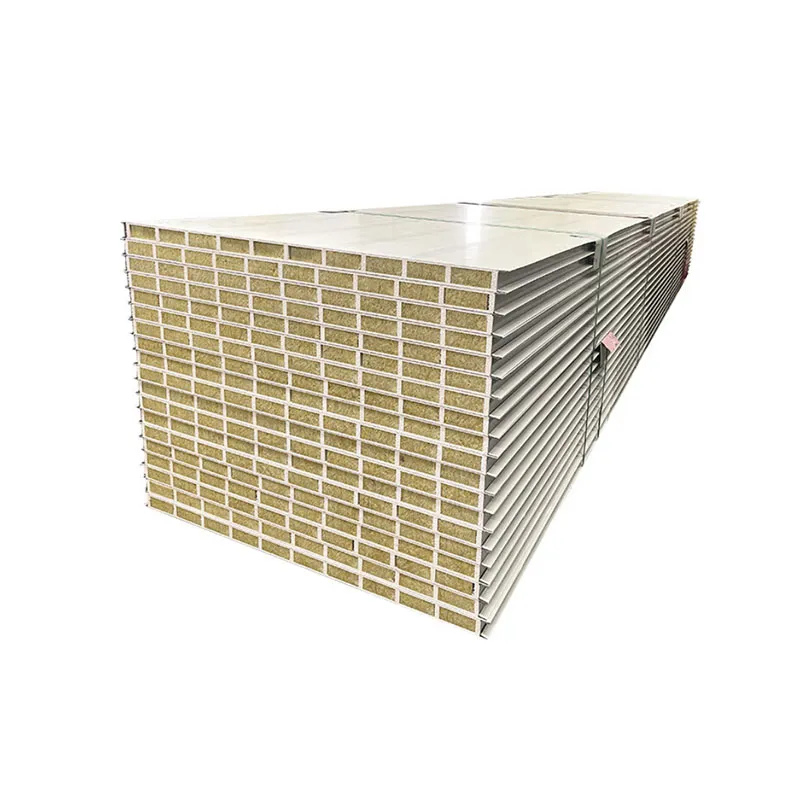 Сэндвич-панель с сердечником из магнезиального стекла и каменной ваты механического производства
Сэндвич-панель с сердечником из магнезиального стекла и каменной ваты механического производства -
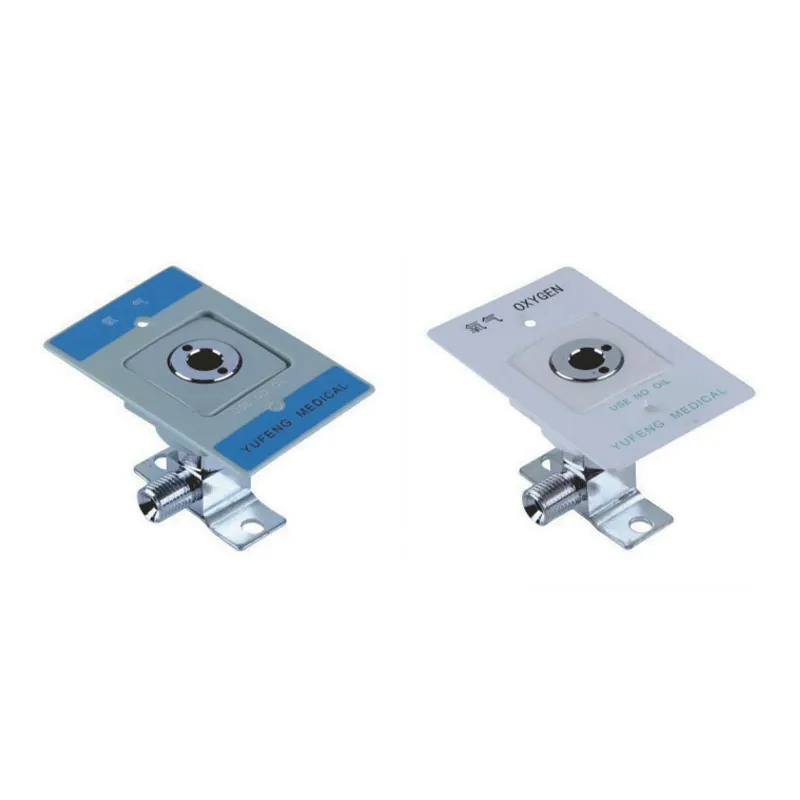 Медицинский газовый терминал
Медицинский газовый терминал -
 Сэндвич-панель с сердечником из ТМПП механического производства
Сэндвич-панель с сердечником из ТМПП механического производства -
 Дезинфекционная ванна для подошв обуви
Дезинфекционная ванна для подошв обуви -
 Интегрированный шкаф управления
Интегрированный шкаф управления -
 Камера воздушного душа
Камера воздушного душа
Связанный поиск
Связанный поиск- купольный зонт вытяжной из нержавеющей стали
- Манометр
- Медицинский газовый терминал
- Нестандартное передаточное окно
- консоль медицинская настенная
- Цифровой кислородный расходомер контроллер
- Медицинский увлажнитель
- Механически изготовленная сэндвич панель с сердечником из сульфооксид магниевого состава и цветной стальной облицовкой
- Медицинская газовая колонна прикроватная
- Двухстворчатый шкаф-локер из нержавеющей стали