




производство изделий из нержавеющей стали
Когда слышишь ?производство изделий из нержавеющей стали?, многие сразу представляют блестящие перила или кухонные мойки. Но в промышленности, особенно в сегменте чистых помещений, всё куда глубже. Это не просто резка и сварка листа — это точность до микрона, контроль каждой фаски и понимание, как поведёт себя материал после финишной обработки. Частая ошибка — считать, что главное здесь марка стали. Безусловно, AISI 304 или 316 важны, но не менее критичны методы сварки, качество шлифовки сварных швов и, что упускают многие, правильная пассивация поверхности после всех операций. Без неё даже самая стойкая сталь может стать источником проблем в агрессивных средах.
От чертежа до детали: где кроются подводные камни
Работая над проектами для чистых помещений, например, для ООО Холдинговая Группа Сюнчжоу, понимаешь, что стандартные допуски тут не работают. Возьмём производство панелей для чистых помещений. Казалось бы, плоский лист, обрамлённый профилем. Но если геометрия угла будет даже слегка нарушена, панель не обеспечит герметичность в сборке. Мы как-то получили партию полированных листов с идеальной поверхностью, но при сборке выяснилось — внутренние напряжения от проката дали о себе знать, панель ?повело? после фиксации. Пришлось переделывать всю партию, усиливая каркас.
Сварка — отдельная история. Для дверей и окон чистых помещений сварной шов должен быть не просто прочным, но и абсолютно гладким, без пор и вкраплений. Иначе в микротрещинах будет скапливаться грязь, и о чистоте не может быть и речи. Перешли на аргонодуговую сварку с обратной продувкой, чтобы защитить и лицевую, и тыльную сторону шва. Это увеличило время операции, но результат того стоил — шов после шлифовки и полировки становится практически неотличим от основного материала.
А пассивация... Многие заказчики про неё забывают, экономят. А потом удивляются, почему на, казалось бы, нержавеющей поверхности в зоне сварных точек появляются рыжие подтёки. Это ионы железа с инструмента, вкрапления от сварки. Процесс пассивации азотной кислотой восстанавливает защитный оксидный слой. Без этого этапа изделие из нержавеющей стали теряет часть своих коррозионностойких свойств. Проверяли на образцах — разница очевидна.
Особенности работы с профилем для шлюзов и дверей
Шлюзы-самоочистки — это, пожалуй, один из самых сложных продуктов. Здесь производство изделий из нержавеющей стали сочетается с требованиями к механике и пневматике. Корпус шлюза должен быть жёстким, чтобы выдерживать циклы открывания-закрывания и перепады давления, но при этом все стыки — идеально подогнаны. Мы используем специальный профиль с внутренним силовым каркасом. Его гнутьё — целое искусство. Если превысить радиус, в материале появляются микротрещины, если недогнуть — не обеспечится прижим уплотнения.
Окна смотровые в этих шлюзах — отдельный вызов. Не просто врезать круглый иллюминатор, а обеспечить его герметизацию и возможность демонтажа для обслуживания. Применяем фланцевое соединение с контурной прокладкой из силикона. Крепёж — только из нержавеющей стали A2-70, никакой ?чёрной? стали, даже оцинкованной. Помню случай, когда подрядчик, пытаясь сэкономить, поставил обычные болты. Через полгода в агрессивной среде чистого помещения они покрылись коррозией, и продукты ржавчины попали в зону.
Финишная обработка поверхности тоже варьируется. Для зон, не контактирующих напрямую с продуктом, достаточно шлифовки зернистостью 320. А для внутренних поверхностей, особенно в фармацевтике, требуется уже электрополировка. Она не только даёт зеркальный блеск, но и дополнительно увеличивает содержание хрома в поверхностном слое, усиливая стойкость. Это дорого, но для компаний, подобных ООО Холдинговая Группа Сюнчжоу, которые делают ставку на долговечность и соответствие стандартам GMP, это не вопрос экономии, а обязательное условие. Их сайт https://www.xiongzhou.ru хорошо отражает этот подход к качеству.
Логистика и монтаж: то, что не видно в цеху
Изготовить — это полдела. Ещё нужно правильно упаковать, перевезти и смонтировать. Полированная нержавейка царапается от неверного выбора упаковочного материала. Раньше использовали плёнку на клеевой основе — после снятия оставались следы, которые сложно удалить. Перешли на антиадгезионную бумагу и уголки из плотного картона. Казалось бы, мелочь, но для заказчика, который получает изделие, это первый признак внимания к деталям.
На монтаже часто возникают проблемы, не зависящие от производителя. Например, подготовленный проём в стене чистого помещения может иметь отклонения по геометрии. Идеально изготовленная дверь просто не встанет. Поэтому сейчас мы всегда запрашиваем точные обмеры с объекта и закладываем технологические зазоры, а в документации даём чёткие инструкции по подготовке проёма. Иногда даже выезжаем на стартовый аудит — это спасает от последующих претензий и переделок.
Ещё один нюанс — совместимость с другими системами. Наше изделие из нержавеющей стали, тот же шлюз, должно стыковаться с системами вентиляции, датчиками давления, автоматикой. Заранее продумываем места для технологических отверстий, креплений, кабельных каналов. Лучше заложить заглушки в ненужных местах, чем потом сверлить готовую конструкцию в полевых условиях, нарушая защитный слой и целостность.
Экономика качества: почему дешёвое решение выходит дороже
В этом бизнесе постоянное давление цен. Всегда находятся те, кто предлагает сделать ?точно так же, но на 30% дешевле?. Опыт показывает, что эти 30% экономят на всём: на толщине металла (ставят 1.0 мм вместо 1.5 мм), на качестве сварки (полуавтомат вместо аргона), на фурнитуре. В итоге изделие служит не 15-20 лет, а 3-5, после чего требует замены. Для заказчика это прямые убытки из-за остановки производства на замену и риски контаминации.
Мы для себя решили работать по-другому. Не гнаться за каждым тендером, а концентрироваться на клиентах, которые понимают ценность полного цикла контроля. Как та же холдинговая группа, которая производит комплексные решения для чистых помещений. Для них наше производство изделий из нержавеющей стали — это не просто поставка металлоконструкций, а создание ключевых элементов их конечного продукта. Наша надёжность влияет на репутацию их бренда. Это другая степень ответственности.
Поэтому сейчас много времени уходит не на саму работу с металлом, а на консультации, инжиниринг, подбор оптимальных решений. Иногда правильнее предложить клиенту более дорогую марку стали 316L вместо 304, если среда предполагает наличие хлоридов. Или рекомендовать не сплошную сварку, а фальцевое соединение с герметиком для определённых типов панелей, чтобы компенсировать температурные расширения. Это и есть та самая экспертиза, которую не купишь задешево.
Взгляд вперёд: автоматизация и кадры
Ручной труд всё ещё доминирует во многих операциях, особенно при сборке сложных узлов. Но будущее, конечно, за гибкой автоматизацией. Внедрили лазерную резку с ЧПУ — точность выросла, время подготовки раскроя упало. Присматриваемся к роботизированной сварке для типовых швов. Это позволит высвободить сварщиков-универсалов для самых сложных, нестандартных задач, где нужен глаз и опыт.
Но вот с кадрами проблема. Молодёжь идёт неохотно. Работа требует усидчивости, понимания физики процессов, а не просто нажатия кнопок. Учат долго. Лучших специалистов — технологов, сварщиков высшего разряда — буквально бережём. Их знания, наработанные на ошибках (вроде той истории с деформацией панелей), бесценны. Без них все эти станки — просто железо.
В итоге возвращаешься к началу. Производство изделий из нержавеющей стали для чистых помещений — это не про металл. Это про химию, физику, терпение и ответственность. Про то, чтобы сделать так, чтобы через десять лет заказчик, открывая дверь шлюза или протирая панель, вспомнил о тебе не словом упрёка, а кивком одобрения. А сайты вроде xiongzhou.ru — это просто витрина. Настоящая работа остаётся в цеху, на монтажной площадке, в этих самых мелочах, из которых и складывается качество.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
 Гардеробный шкаф из нержавеющей стали
Гардеробный шкаф из нержавеющей стали -
 Санитарная раковина
Санитарная раковина -
 Сэндвич-панель из окрашенной стали с сердечником из сульфата магния механического производства
Сэндвич-панель из окрашенной стали с сердечником из сульфата магния механического производства -
 Шкаф клапанов
Шкаф клапанов -
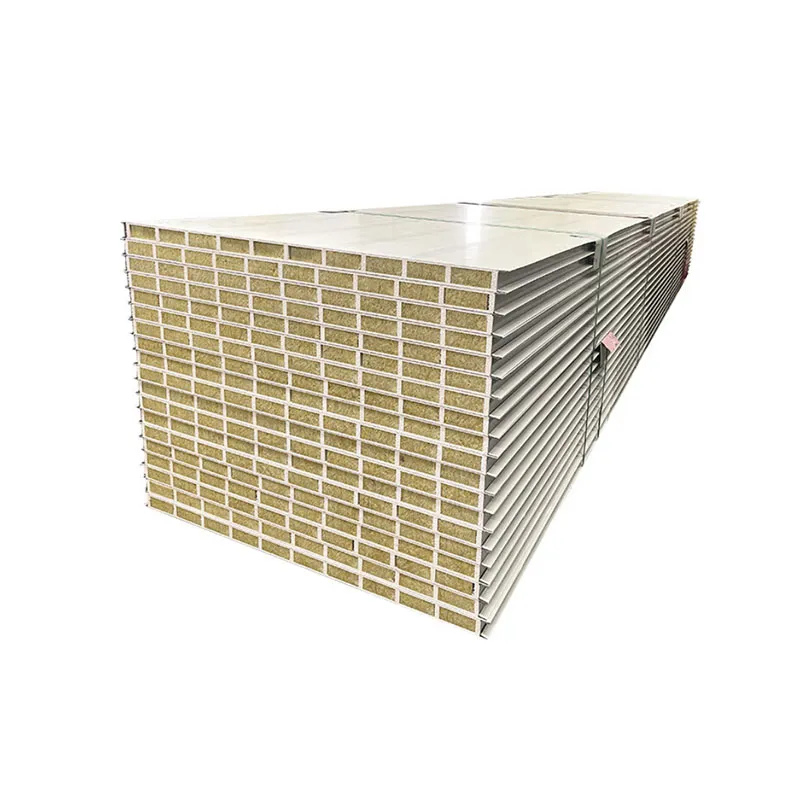 Сэндвич-панель с сердечником из магнезиального стекла и каменной ваты механического производства
Сэндвич-панель с сердечником из магнезиального стекла и каменной ваты механического производства -
 Панель из каменной ваты ручного производства
Панель из каменной ваты ручного производства -
 Передаточное окно
Передаточное окно -
 Камера воздушного душа
Камера воздушного душа -
 Ингалятор
Ингалятор -
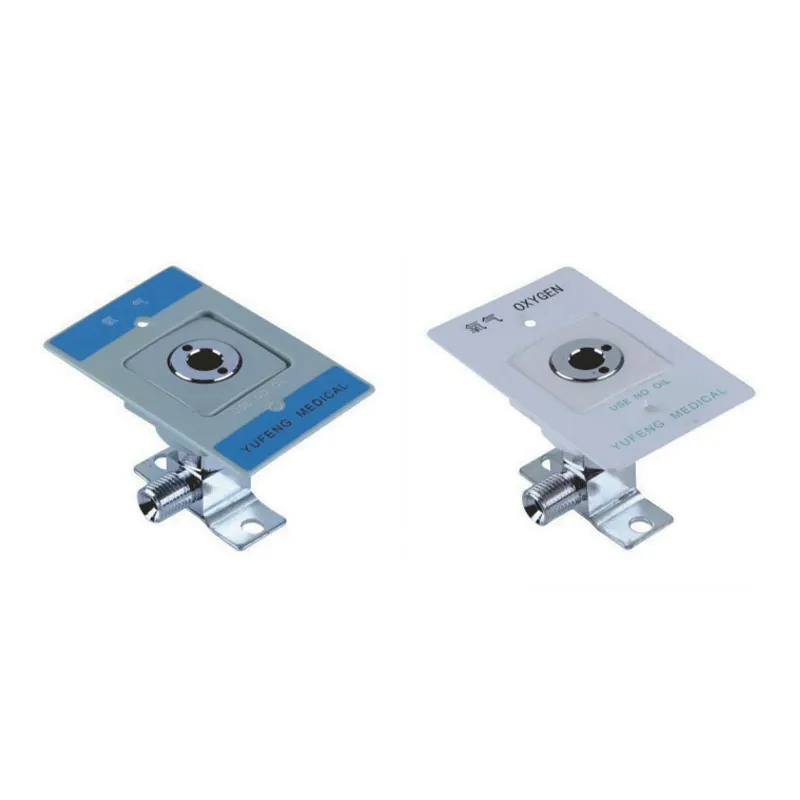 Медицинский газовый терминал
Медицинский газовый терминал -
 Расходомер
Расходомер -
 Панель из каменной ваты механического производства
Панель из каменной ваты механического производства
Связанный поиск
Связанный поиск- Накладная светодиодная панель в корпусе из нержавеющей стали
- манометр аксиальный с указателем предела
- Кислородная увлажняющая установка
- Встраиваемая светодиодная панель в корпусе из нержавеющей стали
- Двухстворчатый шкаф-локер из нержавеющей стали
- манометр с указателями крайних положений
- зонд для вытяжки из нержавеющей стали
- Сэндвич-панель с сердечником из термореактивного модифицированного полистирола
- зонты пристенные вытяжные из нержавеющей стали
- увлажнитель для кислородного концентратора