




сварные изделия из нержавеющей стали
Когда говорят про сварные изделия из нержавеющей стали, многие сразу представляют себе глянцевые перила или кухонные вытяжки. Но в промышленности, особенно там, где нужна стерильность, всё куда глубже. Часто заказчики смотрят только на марку стали — AISI 304, 316 — и думают, что этого достаточно. А потом удивляются, почему на швах в чистых помещениях появляются следы коррозии или микротрещины. Дело не только в материале, а в том, что происходит с ним в процессе. Самый большой миф — что сварка нержавейки это легко и предсказуемо. На деле, каждый проект — это компромисс между технологией, средой эксплуатации и, что уж греха таить, бюджетом.
От выбора стали до первого шва: где кроются неочевидные риски
Возьмём, к примеру, производство панелей для чистых помещений. Здесь ключевое — не просто сварить листы, а обеспечить монолитность и химическую инертность поверхности. Частая ошибка — использовать для сварки ту же проволоку, что и для пищевого оборудования. Но в чистых помещениях важна не столько кислотостойкость, сколько устойчивость к частой агрессивной мойке и отсутствие микропор, где может засесть биозагрязнение. Мы в своё время на одном объекте для фармацевтики попались на этом: взяли проверенную проволоку ER308L, а после сдачи объекта заказчик показал снимки с микроскопа — в зоне термического влияния обнаружились микрополости. Пришлось переделывать целую партию стеновых панелей.
Или другой нюанс — подготовка кромок. Для обычных конструкций часто допускается небольшая окалина, но для изделий, которые пойдут в чистые зоны, любая органическая примесь (масло, пыль) на кромке — это будущий очаг контаминации. Приходится не просто обезжиривать, а использовать специальные пасты-очистители и хранить заготовки в упаковке. Это кажется мелочью, но именно такие мелочи потом выливаются в проблемы при валидации помещения.
Температурный режим и защитная атмосфера — это отдельная песня. Для тонкостенных панелей перегрев — это гарантированная деформация, ?пропеллер?. А недостаточное охлаждение в среде аргона может привести к тому, что на внутренней стороне шва, которую потом не отполируешь, образуется оксидная плёнка. Она не всегда видна глазу, но может отслаиваться со временем. Поэтому мы для ответственных заказов, например, для шлюзов-самоочисток, где геометрия и чистота критичны, всегда делаем пробные сварки на образцах и проверяем швы не только визуально, но и на травильных пастах.
Опыт из цеха: когда теория расходится с практикой на объекте
Вот реальный кейс, связанный с производством дверей для чистых помещений. Заказ был на партию усиленных дверей с смотровыми окнами. Конструкция предполагала раму из нержавеющей стали, обшитую панелью, и герметичный сварной шов по периметру. По чертежам всё гладко. Но на сборке выяснилось, что из-за разной толщины металла в раме и в полотне, при сварке угловых соединений возникала высокая остаточная напряжённость. Двери после покраски (специальной эпоксидной) и цикла испытаний на герметичность дали микротрещины по границе шва. Не сквозные, но для класса чистоты — неприемлемо.
Пришлось срочно менять технологию: перешли на ступенчатую сварку с предварительным подогревом до 100-120°C, хотя для нержавейки это не всегда рекомендуется. Но здесь это сняло напряжение. И, что важно, добавили этап криогенной обработки готовых изделий — выдержка при низкой температуре для стабилизации структуры металла. Это увеличило срок изготовления, но проблема ушла. Теперь для подобных сложных узлов это стандартная процедура.
Ещё один момент — полировка. Многие думают, что это чисто эстетика. Но для сварных изделий из нержавеющей стали, которые будут стоять в чистых помещениях, полировка — это в первую очередь устранение микрорельефа, где может скапливаться грязь и микроорганизмы. Мы используем последовательную шлифовку лентой с разной зернистостью, а потом электрополировку. Но важно не переусердствовать: на одном из первых наших заказов для лаборатории слишком агрессивная электрополировка ?вытравила? границы зёрен в металле возле шва, получилась матовая полоса. Пришлось учиться настраивать плотность тока и время выдержки под каждый тип соединения.
Специфика продукции: панели, двери, шлюзы
Если говорить конкретно о нашем профиле в ООО Холдинговая Группа Сюнчжоу, то здесь вся сложность в интеграции. Чистое помещение — это не набор отдельных предметов, а система. Сварные панели стены должны идеально стыковаться с дверной коробкой, а та, в свою очередь, с порогом шлюза-самоочистки. Любая щель или нестыковка — разгерметизация и нарушение класса чистоты.
При изготовлении панелей, например, самое сложное — это обеспечить плоскостность большого листа после сварки каркаса. Сварка вызывает стяжение, лист ведёт. Раньше пытались править валками, но это не всегда давало результат. Сейчас идём другим путём: используем технологию сварки с принудительным охлаждением тыльной стороны (медными подкладками) и применяем роботизированную сварку с обратной связью по температуре. Это позволяет минимизировать деформацию. Но для каждого размера панели параметры приходится подбирать заново — универсального рецепта нет.
Для дверей и окон критична точность подгонки фальцев и запорных механизмов. Сварная рама должна быть геометрически безупречной. Мы давно отказались от ручной разметки — перешли на плазменную резку с ЧПУ по готовым 3D-моделям. Это сократило количество этапов подгонки на объекте, что для клиента — прямая экономия на монтаже. Подробнее о нашем подходе можно посмотреть на https://www.xiongzhou.ru — там, среди прочего, описаны именно технологические нюансы, а не просто маркетинг.
Шлюзы-самоочистки — это, пожалуй, самый комплексный продукт. Здесь сварные швы должны быть не только герметичны, но и выдерживать постоянные циклы перепада давления, вибрацию от вентиляторов и воздействие дезинфектантов. Особое внимание уделяем сварке угловых соединений в камере шлюза — это места концентрации напряжения. Используем тавровые соединения с полным проплавлением, хотя это энергозатратнее. Но зато никаких претензий по долговечности не было ни разу.
Контроль качества: не протоколы, а глаза и опыт
Вся документация — это хорошо, но самый главный инструмент — это визуальный контроль опытным сварщиком или мастером. Часто дефект виден невооружённым глазом по цвету побежалости. Синева или тёмно-соломенный оттенок на шве — признак перегрева и окисления, значит, защитная атмосфера была недостаточной. Такой шов, даже если он прочный, в агрессивной среде чистого помещения может стать слабым звеном.
Обязательно делаем выборочную проверку швов на проникающими веществами (капиллярный контроль), особенно на невидимых при монтаже сторонах. Бывает, что с лицевой стороны шов идеален, а с изнанки — непровар. Это частая проблема при автоматической сварке тонкого листа, если неверно выставлен вылет электрода.
И, конечно, испытания готового изделия. Дверь или шлюз не просто осматривают — их проливают водой под давлением, проверяют герметичность тестом на перепад давления, а иногда даже проводят аэрозольные тесты (для высших классов чистоты). Однажды после таких испытаний мы обнаружили, что микроскопическая пористость в углу сварного шва рамы даёт течь. Причина — влага в защитном газе (баллон был не до конца осушен). С тех пор контроль точки росы газа — обязательный пункт в начале каждой смены.
Вместо заключения: мысль вслух о будущем таких изделий
Сварные изделия из нержавеющей стали для чистых помещений — это та область, где нельзя стоять на месте. Появляются новые марки стали с добавлением азота для большей прочности, развиваются технологии лазерной и гибридной сварки, которые дают меньше тепловложения. Мы потихоньку пробуем. Например, лазерная сварка встык для панелей — практически без деформации, но требует идеальной подготовки кромок, до микрон. Пока дорого для серии, но для нестандартных проектов уже применяем.
Главное, что понял за годы работы — нельзя относиться к этому как к простой металлообработке. Это всегда диалог с материалом, который живёт своей жизнью при нагреве и охлаждении. И каждый новый проект, будь то стандартная панель или сложный шлюз, — это новый опыт. Иногда болезненный, как с теми дверьми, но без этого не бывает роста. Клиенту в итоге нужна не просто ?нержавейка?, а гарантия того, что его чистое помещение будет работать как часы годы, а сварные швы не преподнесут сюрпризов. Вот к этому и стремимся, без громких слов.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Гардеробный шкаф из нержавеющей стали
Гардеробный шкаф из нержавеющей стали -
 Сэндвич-панель с сердечником из ТМПП механического производства
Сэндвич-панель с сердечником из ТМПП механического производства -
 Ванна для мытья загрязненного инструмента
Ванна для мытья загрязненного инструмента -
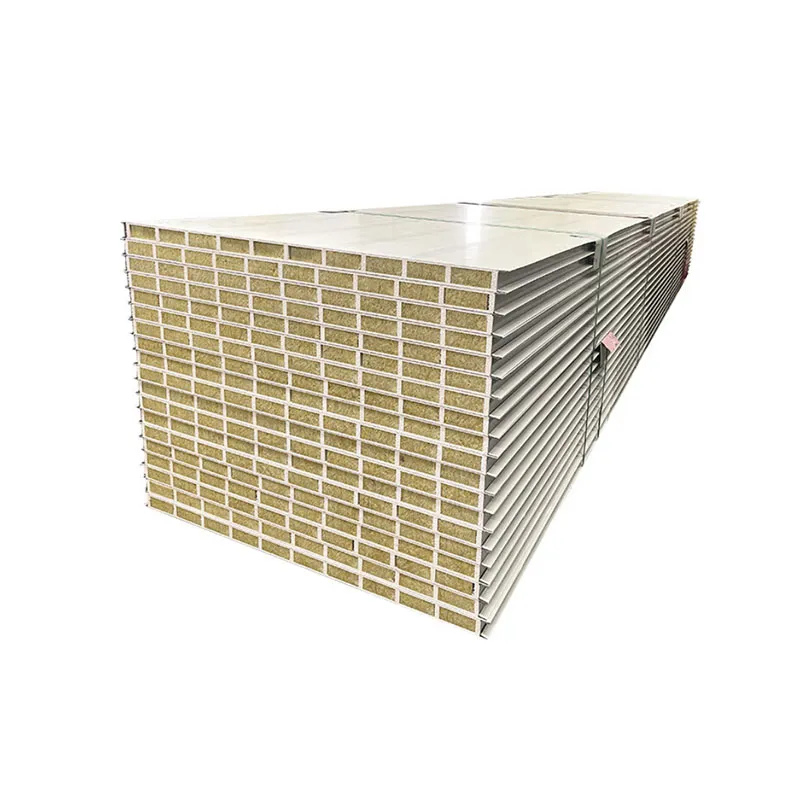
 Панель из каменной ваты ручного производства
Панель из каменной ваты ручного производства -
 Шкаф клапанов
Шкаф клапанов -
 Плоский светильник для чистых помещений
Плоский светильник для чистых помещений -
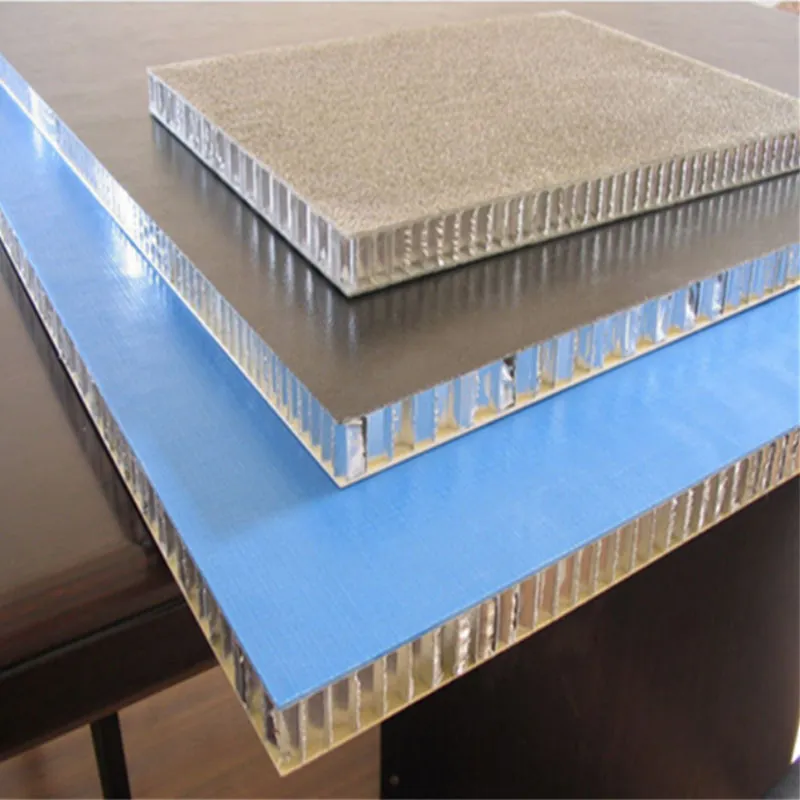 Сэндвич-панель с композитным сердечником из бумажных сот механического производства
Сэндвич-панель с композитным сердечником из бумажных сот механического производства -
 Интегрированный шкаф управления
Интегрированный шкаф управления -
 Фильтр грубой очистки
Фильтр грубой очистки -
 Механически герметизированное высокоэффективное воздухораспределительное устройство
Механически герметизированное высокоэффективное воздухораспределительное устройство -
 Сэндвич-панель из окрашенной стали с сердечником из сульфата магния механического производства
Сэндвич-панель из окрашенной стали с сердечником из сульфата магния механического производства -
 Ингалятор
Ингалятор
Связанный поиск
Связанный поиск- Дыхательный кислородный ингалятор буйкового типа
- Передаточное окно с механической блокировкой
- Трехстворчатый шкаф-локер из нержавеющей стали
- Собирающая рампа для газовых баллонов
- Одностворчатый шкаф-локер из нержавеющей стали
- Медицинский газовый бокс
- Шкаф-локер из нержавеющей стали для одежды
- Медицинский газовый клапан буйкового типа
- производство промышленных дверей
- Цифровой кислородный расходомер